Lec. 8 Six-Sigma & Process Capability
穿越流云罅隙,阳光闪烁夺目。

Block 2 Part 4 Contents
- Block 2 Part 4 Contents
- Lec. 8 - Ses. 1 六西格玛 Six-Sigma
- 8-1-1 什么是 Sigma / Six-Sigma What is Sigma / Six-Sigma
- 8-1-2 Sigma 水平 Sigma Levels
- 8-1-3 应用领域 Field of Application
- 8-1-4 低质量成本 Cost of Poor Quality
- 8-1-5 质量关键要素 Critical-to-Quality (CTQ)
- 8-1-6 为什么选择 Six Sigma Why Six Sigma
- 8-1-7 DMAIC 模型 DMAIC Model
- 8-1-8 Six Sigma 工具 Tools for Six Sigma
- 8-1-9 Six Sigma 关键角色 Key Roles for Six Sigma
- Lec. 8 - Ses. 2 过程能力 Process Capability
- Block 2 例题 Examples
Lec. 8 - Ses. 1 六西格玛 Six-Sigma
8-1-1 什么是 Sigma / Six-Sigma What is Sigma / Six-Sigma
Sigma (标准差)
统计学中用来表示标准差 Standard Deviation 的术语,衡量数据或制程的变异程度。 A term used in statistics to represent standard deviation, an indicator of the degree of variation in a set of a process.
Six-Sigma (六标准差)
以缺陷数量来衡量制程表现的统计概念。在六标准差水准下,每百万次机会中仅有 3.4 个缺陷 (DPMO)。它既是方法论,也是品质的象征。目标:尽可能接近完美 (as perfect as practically possible)。 A statistical concept that measures a process in terms of defects – at the six-sigma level, there are 3.4 defects per million opportunities (DPMO). A methodology and a symbol of quality.
核心目标
将缺陷率降至 3.4 DPMO,即近乎零缺陷。
8-1-2 Sigma 水平 Sigma Levels
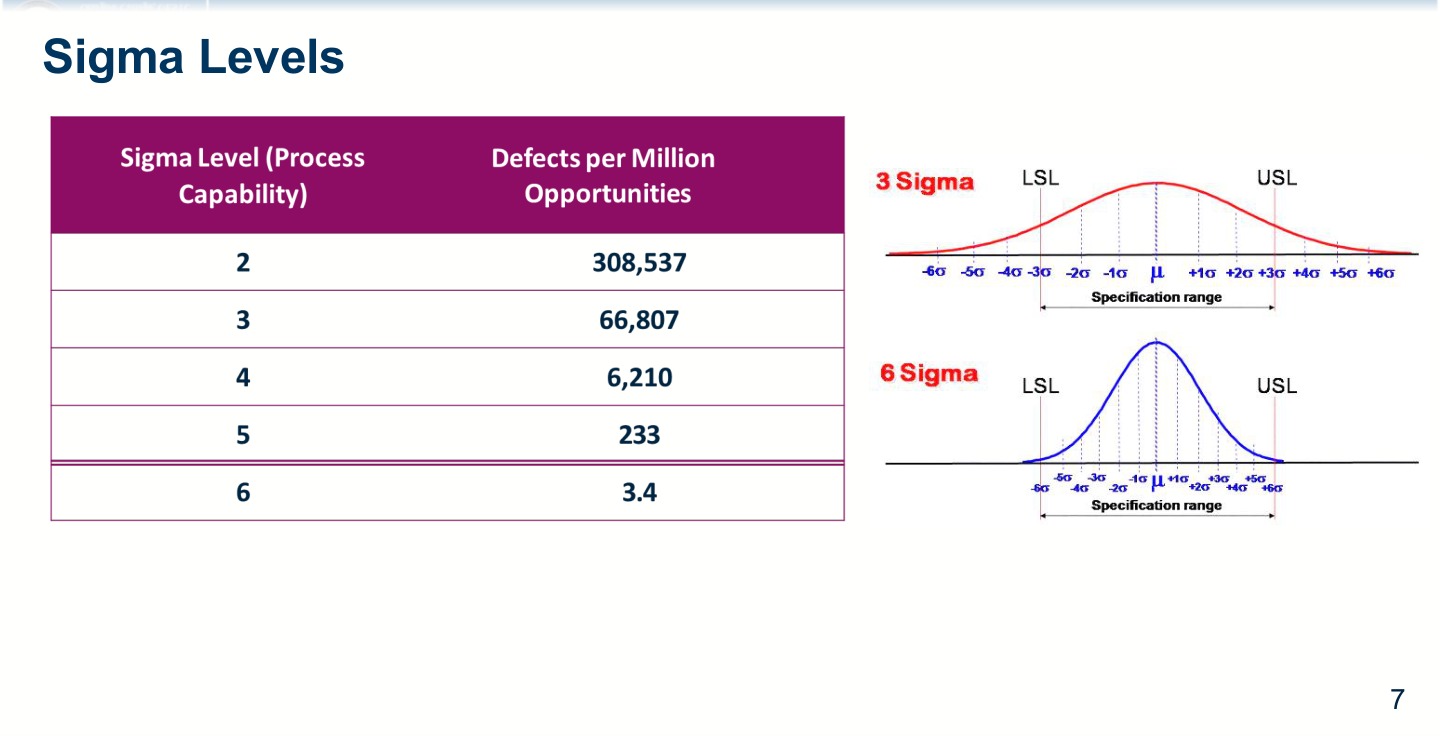
不同 Sigma 水准对应的缺陷率 (DPMO):
| Sigma 水准 | DPMO | 良率 (Yield) |
|---|---|---|
| 1σ | 691,462 | 30.85% |
| 2σ | 308,538 | 69.15% |
| 3σ | 66,807 | 93.32% |
| 4σ | 6,210 | 99.38% |
| 5σ | 233 | 99.977% |
| 6σ | 3.4 | 99.99966% |
提升幅度
从 3σ 到 6σ,缺陷率从 ~66,800 降到 3.4,改善超过 19,000 倍。
8-1-3 应用领域 Field of Application
Six-Sigma 不只用于制造业,应用范围很广:
| 领域 | 说明 |
|---|---|
| 服务业 (Service) | 客户服务流程改善 |
| 设计 (Design) | 产品设计优化 |
| 品质部门 (Quality Dept.) | 品质管理系统提升 |
| 资讯科技 (IT) | 系统可靠性和效率 |
| 管理 (Management) | 组织流程改善 |
| 行政 (Administration) | 行政效率提升 |
| 采购 (Purchase) | 供应商管理与采购流程 |
| 生产 (Production) | 制程能力提升 |
8-1-4 低质量成本 Cost of Poor Quality
低品质成本 COPQ (Cost of Poor Quality)
因品质不良产生的所有额外成本,包括直接和间接损失。 All additional costs incurred due to quality issues, including direct and indirect losses.
低品质成本的主要组成:
- 报废 (Scrap):无法修复的不良品造成的材料和人工损失
- 重工 (Rework):修复不良品的人力和时间
- 过长周期 (Excessive cycle times):品质问题导致的生产延误
- 客户流失 (Business lost):不满意导致的业务损失
- 机会损失 (Opportunities lost):因品质问题错失的市场机会
冰山效应
可见成本(报废、重工)只是冰山一角。隐藏成本(客户流失、商誉损失)往往远大于可见部分。
8-1-5 质量关键要素 Critical-to-Quality (CTQ)
CTQ (Critical-to-Quality)
制程中显著影响输出品质的元素。识别 CTQ 能找到改善方向,从而降低成本并提升品质。 Elements of a process that significantly affect the output of that process. Identifying these elements is figuring out how to make improvements that can dramatically reduce costs and enhance quality.
识别 CTQ 的思路:从客户需求出发,将模糊需求转化为可量测的指标,找出对品质影响最大的制程参数,再设定规格界限。
8-1-6 为什么选择 Six Sigma Why Six Sigma
Six Sigma 的六大核心收益:
- Money:降低成本、提高利润
- Quality:减少缺陷,提升产品一致性
- Customer Satisfaction:满足甚至超越客户期望
- Competitive Advantage:在市场上建立品质领先优势
- Growth:带动业务扩展和市场份额增长
- Employee Pride:员工因参与改善项目获得成就感
业界实际财务效益:
| 公司 | 节省金额 | 时间 |
|---|---|---|
| GE | > $2B 净收入增加 | 1999 年 |
| Motorola | > $15B | 10 年 |
| AlliedSignal | > $1.5B | — |
投资回报
Six-Sigma 是能带来可量化财务回报的投资,不只是品质管理方法。
实施 Six Sigma 的企业(部分):
3M、Air Canada、Amazon、Bank of America、Boeing、Caterpillar、Corning、Dell、DHL、Eastman Kodak、Ford、General Electric、GlaxoSmithKline、HSBC、LG Group、Motorola、Samsung、Siemens、McGraw-Hill、US Air Force / Navy / Marine Corps、Vodafone、Whirlpool、Xerox
8-1-7 DMAIC 模型 DMAIC Model
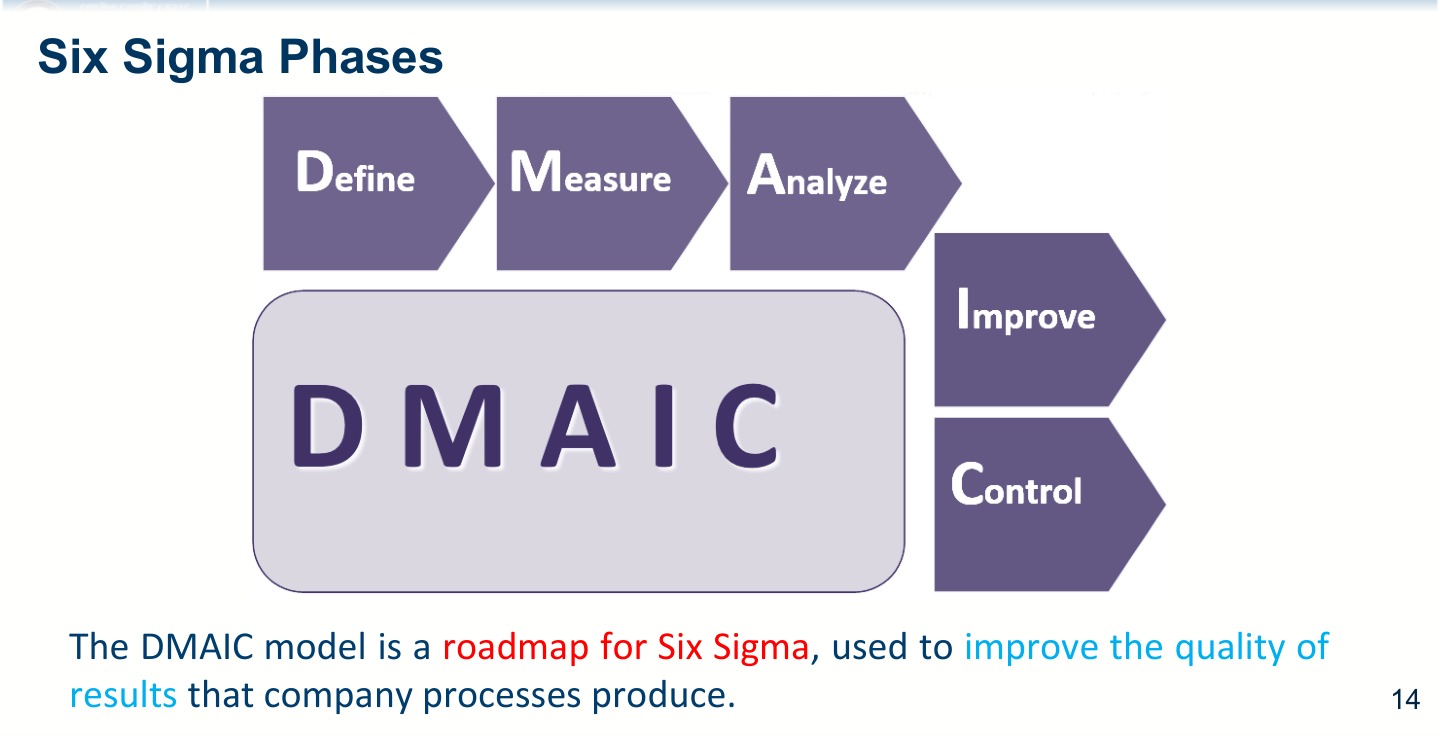
DMAIC
Six-Sigma 的核心改进方法论,由五个阶段组成:Define(定义)、Measure(量测)、Analyze(分析)、Improve(改善)、Control(控制)。 The core improvement methodology of Six Sigma consisting of five phases: Define, Measure, Analyze, Improve, Control.
| 阶段 | 说明 |
|---|---|
| D - Define (定义) | 定义专案目标和客户交付物 |
| M - Measure (量测) | 量测制程当前绩效 |
| A - Analyze (分析) | 分析缺陷的根本原因 |
| I - Improve (改善) | 消除缺陷,改善制程 |
| C - Control (控制) | 确保改善可持续 |
DMAIC vs PDCA
DMAIC 是 PDCA 的扩展版本,更结构化且数据驱动,适用于复杂品质改善专案。
8-1-8 Six Sigma 工具 Tools for Six Sigma
DMAIC 各阶段常用工具:
| 工具 (Tool) | 用途 (Purpose) | 适用阶段 |
|---|---|---|
| 5 Whys (五个为什么) | 追溯根本原因 | Analyze |
| PDCA | 持续改善循环 | 全阶段 |
| 防错 (Poka-Yoke) | 防止人为错误 | Improve, Control |
| SPC (统计过程控制) | 监控制程稳定性 | Measure, Control |
| FMEA (失效模式分析) | 风险评估 | Analyze, Improve |
| 回归分析 (Regression) | 因子关系分析 | Analyze |
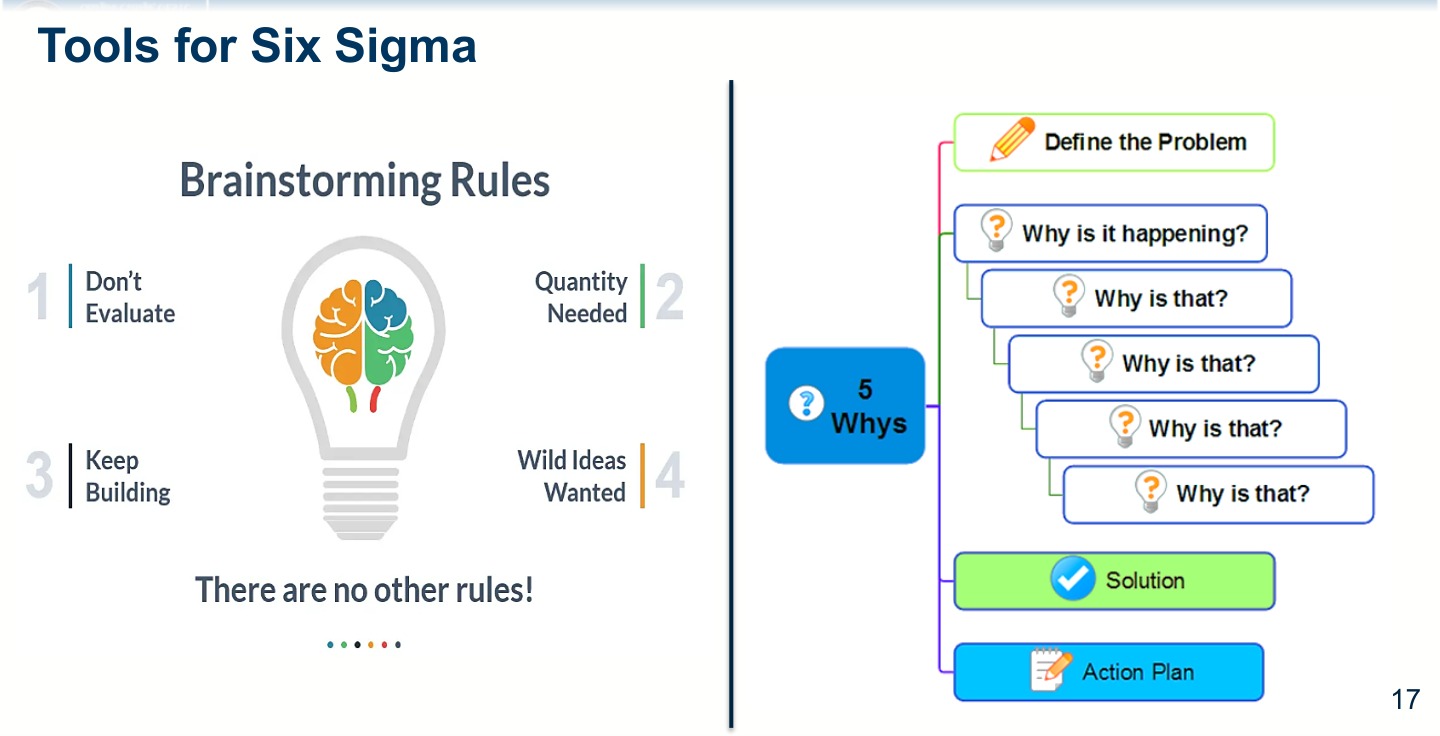
Brainstorming 四条规则
- Don't Evaluate:不评价任何想法
- Quantity Needed:追求数量,不求质量
- Keep Building:在别人的想法上继续发展
- Wild Ideas Wanted:鼓励天马行空的想法
没有其他规则!
5 Whys 五个为什么
5 Whys
通过连续追问"为什么"来追溯根本原因 Root Cause 的方法。从问题表象出发,逐层深入,直到找到可解决的根源。 A method of tracing root cause by repeatedly asking "Why" from the surface problem down to the actionable root.
流程:Define Problem → Why? → Why? → Why? → Why? → Why? → Solution → Action Plan
案例:机器故障
- Why did the machine stop working? → The motor burned out.
- Why did the motor burn out? → The motor overheated.
- Why did the motor overheat? → The cooling fan was not functioning.
- Why was the cooling fan not functioning? → The fan belt was broken.
- Why was the fan belt broken? → It was not replaced during the regular maintenance schedule.
Root Cause:Lack of proper maintenance — 风扇皮带未在定期维护中更换,最终导致机器停机。
VOC 客户之声 Voice of the Customer
VOC (Voice of the Customer)
系统性收集和分析客户反馈,以驱动产品和流程改善。 A systematic approach to collecting and analysing customer feedback to drive product and process improvements.
客户反馈渠道:Documents(文档)、Email(邮件)、Social Media(社交媒体)、Online Chat(在线聊天)、Telephone(电话)、Ratings(评分)、Community(社群)。
VOC 闭环流程(8步循环):
- Request Customer Input — 收集客户输入
- Collect Customer Ideas — 收集客户想法
- Collate and Evaluate Ideas — 整理和评估想法
- Prioritise and Shortlist Ideas — 优先排序和筛选
- Develop Delivery Teams — 组建交付团队
- Assess and Trial Potential Changes — 评估和试运行
- Implement Changes — 实施变更
- Review Changes and Adjust — 检讨和调整
流程循环往复,持续改善。
5S 方法论
5S
源自日本的工作场所组织 Workplace Organisation 方法,五个步骤均以 S 开头。 A workplace organisation method originating from Japan, with five steps all starting with S.
| S | 含义 | 说明 |
|---|---|---|
| Sort 整理 | 区分必要与非必要物品 | 移除无用物品,仅保留工作必需品 |
| Set in Order 整顿 | 定位放置 | 按方便取用原则,固定物品位置并标识 |
| Shine 清扫 | 清洁工作场所和设备 | 定期清扫,同时发现设备潜在问题 |
| Standardize 标准化 | 制定统一规范 | 将前三步的执行方法标准化,确保可复制 |
| Sustain 素养 | 持续维持 | 通过培训和检查,让 5S 成为日常工作习惯 |
PDCA 持续改善循环
PDCA
计划-执行-检查-行动 Plan-Do-Check-Act 循环,持续改善的基础框架。 Plan-Do-Check-Act cycle, a foundational framework for continuous improvement.
| 阶段 | 说明 |
|---|---|
| Plan | Define and Develop Product — 定义和开发产品 |
| Do | Production — 生产 |
| Check | Inspection — 检验 |
| Act | Corrective Action — 纠正措施 |
Benchmarking 标杆管理
Benchmarking
将自身产品、服务或流程与行业最佳实践 Best Practices 进行对比,找出差距并制定改善计划。 Comparing one's own products, services, or processes against industry best practices to identify gaps and develop improvement plans.
标杆管理涉及多个维度:质量 (Quality)、成本 (Cost)、时间 (Time)、流程 (Process)、指标 (Metrics)、方法论 (Methodology) 等。
Poka-Yoke 防错设计 Mistake Proofing
Poka-Yoke (防错)
通过设计手段消除人为错误 Eliminate Human Error,使错误操作在物理上不可能发生。 Design features that make human errors physically impossible by preventing incorrect assembly or usage.
常见防错设计实例:
| 实例 | 防错原理 |
|---|---|
| SIM 卡 | 缺口设计强制正确插入方向 |
| 形状匹配积木 | 不同形状只对应正确孔位 |
| 电池极性 | 正负极形状/标识防止反装 |
| 电源插头 | 插头形状防止错误插入 |
| USB 接口 | 键槽设计防止反插 |
| 线束组装 | 颜色编码连接器防止接错线 |
核心思路:将 Confusion(混乱)通过 Poka-Yoke 转化为 Clarity(明确)。
8-1-9 Six Sigma 关键角色 Key Roles for Six Sigma
组织中的角色分工:
| 角色 | 职责 |
|---|---|
| 执行领导层 (Executive Leadership) | 设定愿景、提供资源 |
| 倡导者 (Champions) | 跨部门推动、移除障碍 |
| 大黑带 (Master Black Belts) | 培训指导、制定策略 |
| 黑带 (Black Belts) | 全职领导 DMAIC 专案 |
| 绿带 (Green Belts) | 本职工作中执行专案 |
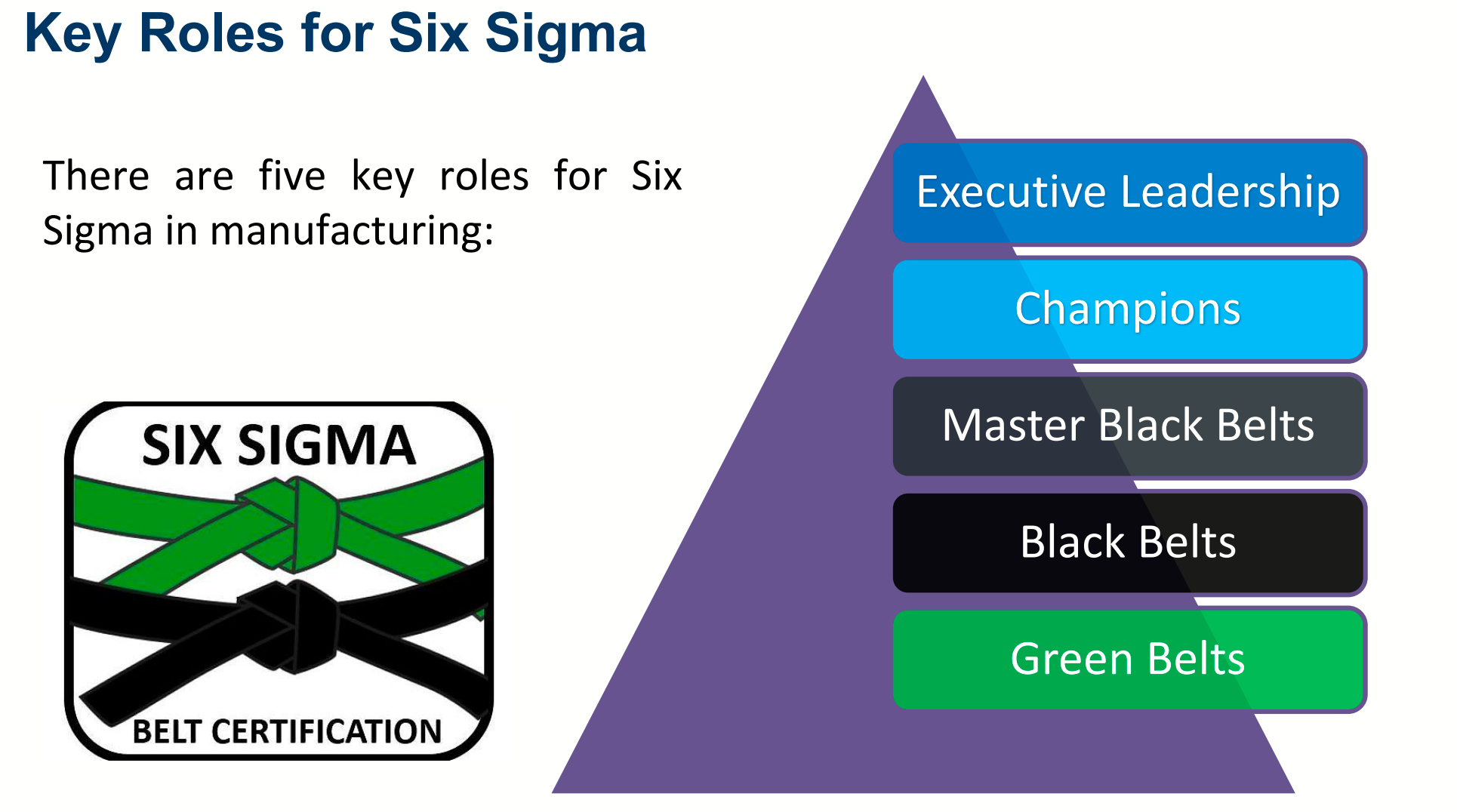
角色层级
从上到下:Executive Leadership → Champions → Master Black Belts → Black Belts → Green Belts。黑带通常需完成至少两个完整专案才能获得认证。
Lec. 8 - Ses. 2 过程能力 Process Capability
8-2-1 过程能力概论 Process Capability Overview
制程能力 Process Capability
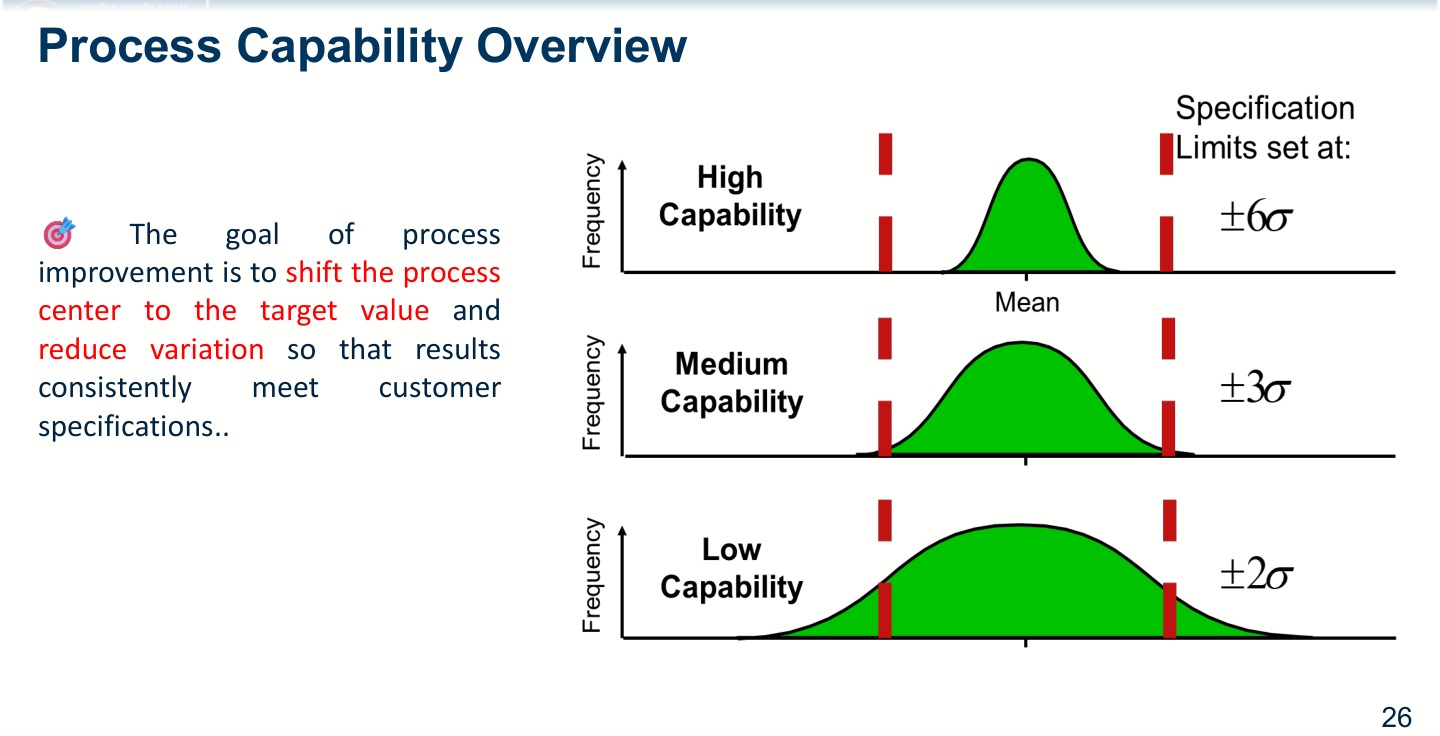
制程持续产出符合规格要求的能力。核心问题:我能信赖这个制程吗?The measure/degree to which a process can consistently produce output that meets process specifications. Question: Can I rely on this process to deliver good parts?
制程改善的双重目标:
- 移至目标值:减少偏移 (bias)
- 减少变异:缩小分布宽度
两者缺一不可
一个偏离目标但变异小的制程,仍然不是好制程。必须同时做到中心对齐和变异小。
Cp/Cpk 计算中的样本数据与规格参数
| 符号 / 数值 | 来源 | 类型 |
|---|---|---|
| 原始测量值 | 抽样测得的一批产品数据 | 样本数据 |
| 由样本算出;例题里是 | 样本数据 | |
| 由样本算出;例题里是 | 样本数据 | |
| Target / nominal value | 设计目标;例题里是 | 目标 / 规格参数 |
| Tolerance | 设计允许误差;例题里是 | 目标 / 规格参数 |
| 规格上限,由 target + tolerance 得到;例题里是 | 目标 / 规格参数 | |
| 规格下限,由 target - tolerance 得到;例题里是 | 目标 / 规格参数 |
在
8-2-2 过程能力指数 Cp Process Capability Index Cp
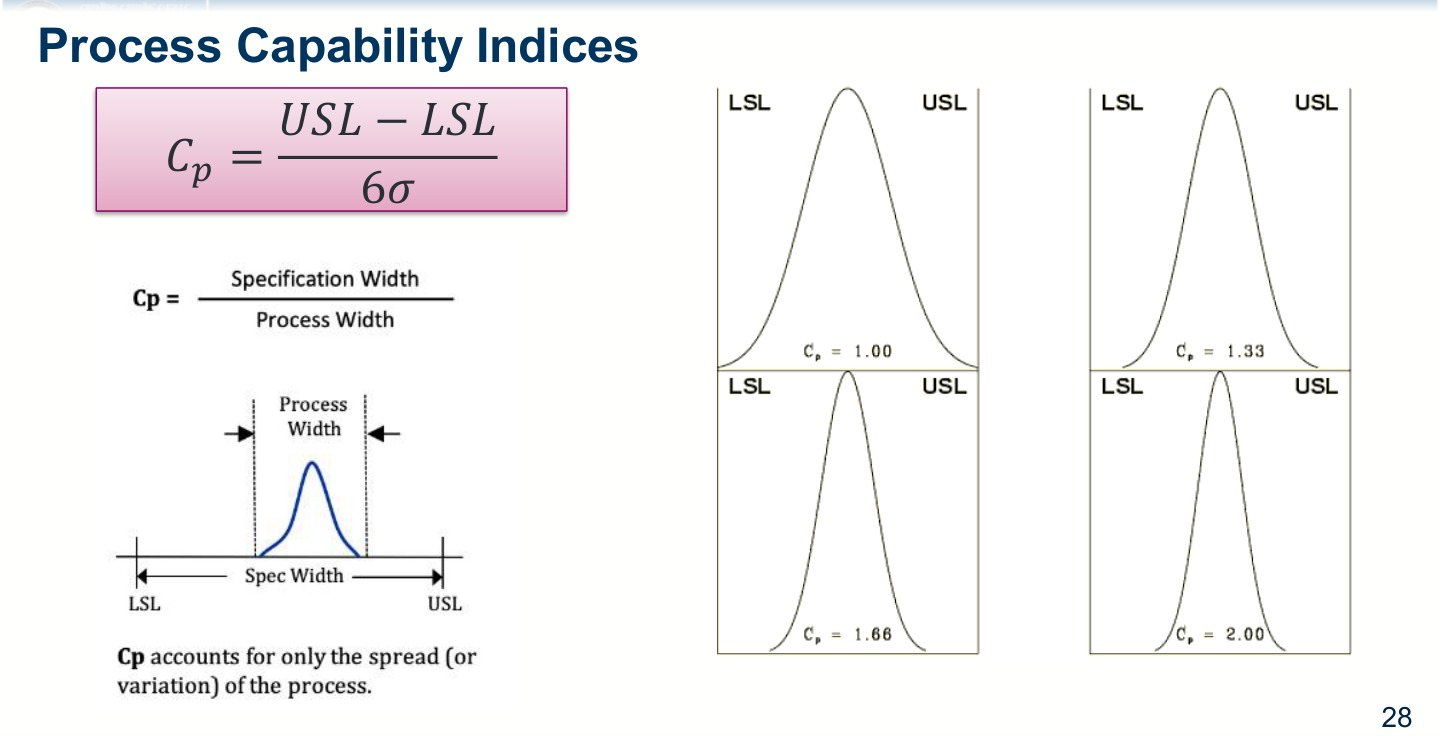
Cp — 潜在制程能力指数 Potential Capability Index
衡量制程的潜在能力,假设制程完美居中。不考虑偏移。 Measures the potential capability of the process, assuming perfect centering. Does not account for process centering.
其中:
:规格上限 (Upper Specification Limit) :规格下限 (Lower Specification Limit) :制程标准差 (Process Standard Deviation)
Cp 的含义
8-2-3 过程能力指数 Cpk Process Capability Index Cpk
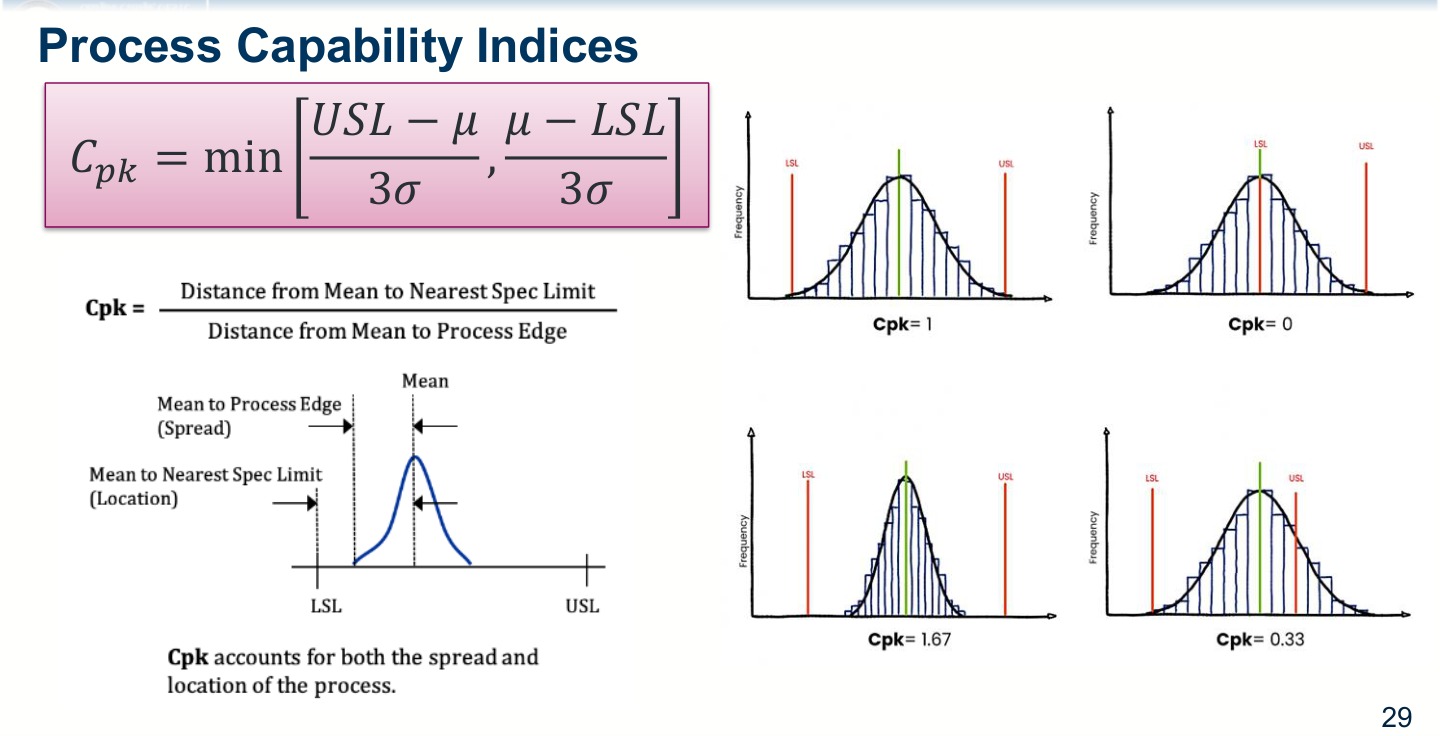
Cpk — 实际制程能力指数 Actual Capability Index
衡量制程的实际能力,同时考虑偏移。始终 ≤ Cp。 Measures the actual capability of the process, accounting for process centering. Always ≤ Cp.
其中
Cp 与 Cpk 的关系
- 当
完美居中( - 当
偏移时, 永远不会大于
Cp/Cpk 五组对比:
| 状态 | 说明 | ||
|---|---|---|---|
| 2.0 | 2.0 | 有能力 Capable | 统计受控且有能力,在控制限内生产 |
| 0.7 | 0.7 | 无能力 Not capable | 统计受控但制程能力不足 |
| 2.0 | 1.5 | 偏移 Off-center | 潜在能力高但均值偏移 |
| 2.0 | 1.0 | 严重偏移 Severely off-center | 潜在能力高但均值严重偏移 |
| 2.0 | 0 | 能力丧失 Lost capability | 均值完全偏离目标,能力丧失 |
后三组
8-2-4 计算要求 Calculation Requirements
使用
| 要求 | 说明 |
|---|---|
| 样本数 | ≥ 50 个独立数据值 |
| 常态分布 | 数据近似服从常态分布 |
| 制程稳定性 | 制程在统计控制状态下(无特殊原因变异) |
非常态数据
数据不服从常态分布时,可考虑 Box-Cox 转换或非参数方法。
8-2-5 Cpk 风险评估 Risk Assessment for Cpk
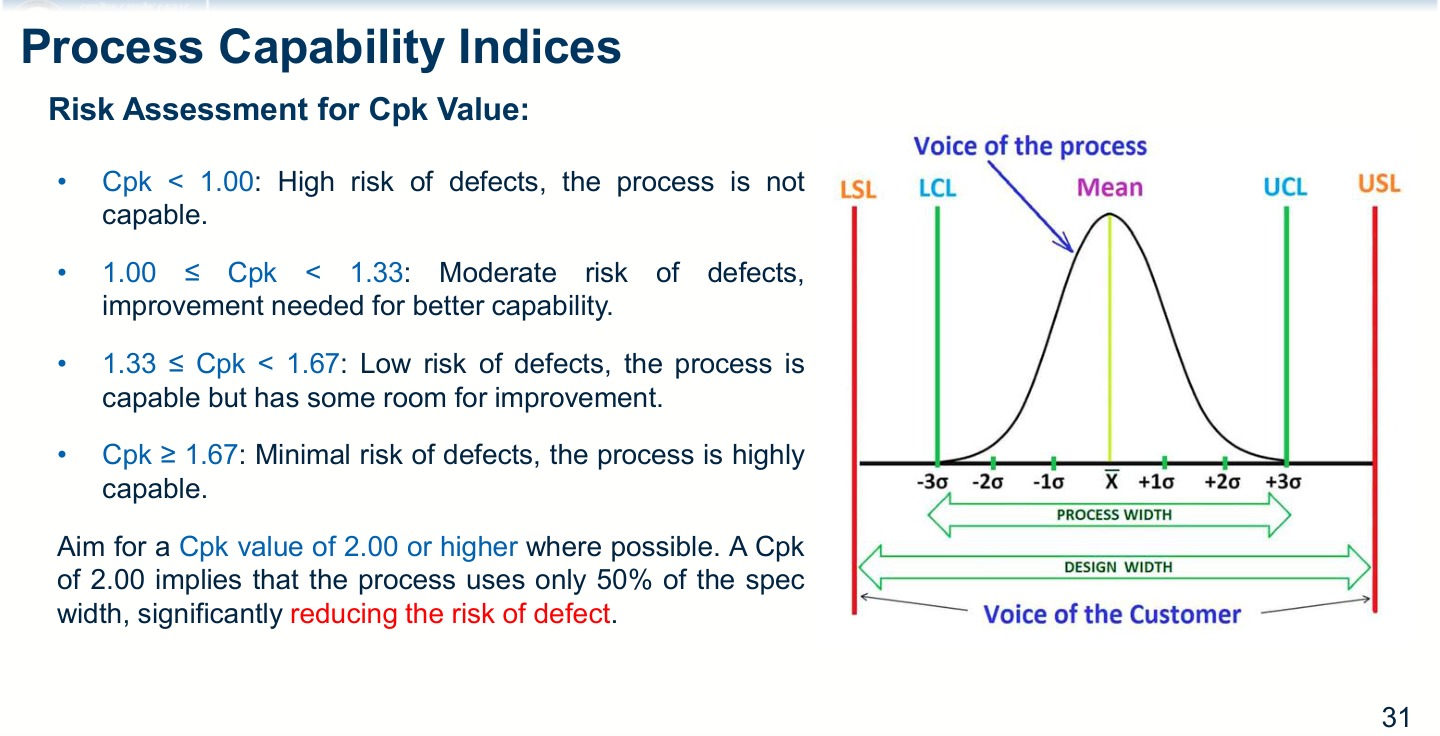
根据
| 风险等级 | 说明 | |
|---|---|---|
| 高风险 High risk | 制程不具能力 | |
| 中等风险 Moderate risk | 需要改善 | |
| 低风险 Low risk | 具备能力,仍有改善空间 | |
| 极低风险 Minimal risk | 高度具能力 |
目标值
应追求
Block 2 例题 Examples
Lecture 8 的电阻器制程能力计算题和后半部分选择题已经集中整理到 Block 2 例题。